Осциллятор (импульсный возбудитель-стабилизатор) позволяет:
- бесконтактно зажигать и стабилизировать горение сварочной
дуги при применении всех известных сварочных электродов;
- сваривать металлы толщиной от 0,1 мм и выше;
- производить сварку при слабой электропроводке;
- в бытовых условиях заменить комплекс сварочной аппаратуры.
Осциллятор подключается к сварочному трансформатору по
следующей схеме:
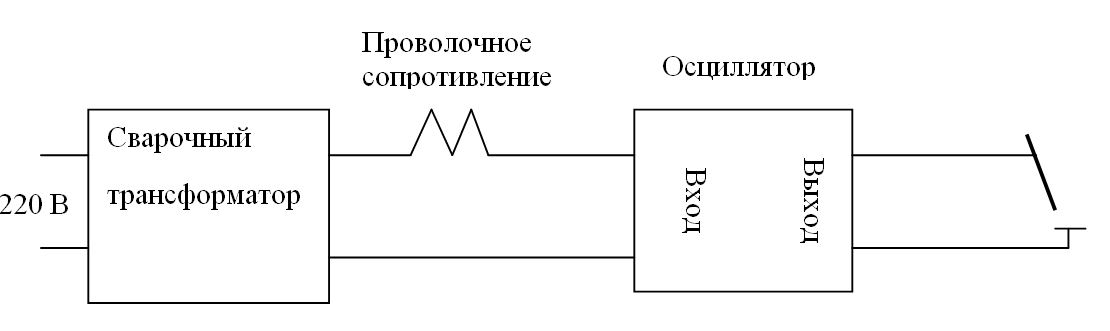
Подключение и
регулировка.
На выходе трансформатора (если в нем есть регулировка)
установить наибольший ток (напряжение).
Подключить осциллятор по указанной схеме к вторичной обмотке трансформатора и
проволочному сопротивлению. Ручкой настройки осциллятора найти положение, при
котором дуга наиболее устойчива. Ток регулируется изменением
длины проволочного сопротивления.
Замена сварочного
выпрямителя.
Осциллятор так же, как и сварочный выпрямитель, поддерживает
горение всех известных типов плавящихся электродов. Это позволяет сваривать обычную
сталь, чугун, нержавеющую сталь, медь, алюминий. Ток на выходе осциллятора
остается переменным. Такой ток позволяет очищать сварочную ванну от краски, окислов и
небольших загрязнений. При использовании электродов постоянного тока иногда
наблюдается неустойчивое горение первой трети электрода.
Замена газовой
сварки.
Для замены газовой сварки необходим угольный (графитовый)
электрод и присадочная проволока. Угольный электрод расплавляет металл и
присадочную проволоку. При микросварке (0,1 – 0,3 мм) в качестве графитового
электрода можно использовать стержень простого карандаша.
Угольным электродом можно паять сталь медью, резать,
производить нагрев металла, сваривать цветные металлы. Такой способ по
сравнению с газовой сваркой дает меньшую деформацию металла. Для получения
качественных швов необходимо применять флюс.
Аргонодуговая сварка
металла.
Если вместо угольного электрода использовать вольфрамовый и
обдувать место сварки аргоном, то получится аргонодуговая установка переменного
тока для сварки алюминия и других металлов. При сварке алюминия необходимо дополнительно подключать
компенсатор постоянной составляющей тока дуги.
Замена сварочного
полуавтомата.
При применении тонких электродов (до 2 мм) можно выполнять те же кузовные работы, что и
при полуавтоматической сварке. Бесконтактное зажигание дуги и эффективная очистка сварочной ванны обеспечивают дополнительный комфорт при работе. Применяется ток, превышающий критический. Для предотвращения прожигания металла используется режим повторно-кратковременной сварки.
Точечная сварка
кузовов автомобилей.
В одном из свариваемых листов металла сверлом диаметром 5 мм
высверливаются отверстия. Листы соединяются внахлестку, отверстия завариваются
тонким металлическим либо угольным электродом с присадкой.
Сварка металла при
недостаточном сечении электропроводки.
При слабой питающей проводке во вторичной обмотке сварочного
трансформатора необходимо сделать отводы, начиная от 20 Вольт с повышающими
ступеньками в 3 – 5 Вольт. Проволочное сопротивление не использовать. Сварку
производить рутиловым электродом короткой дугой.
Сварка металла при
недостаточной мощности трансформатора.
В этом случае металл прогревают и расплавляют угольным или
графитовым электродом. В качестве присадки используется обычный покрытый
электрод. Из недостатков – низкая скорость сварки.
Видео: "Подключение осциллятора к сварочному трансформатору"