Это касается как автомобильных, так и, в особенности,
сантехнических деталей. Сварщики, специализирующиеся на сварке водопровода и отопления,
вынуждены осваивать новые для них технологии сварки пластмасс.
Существует достаточно много технологий сварки пластмасс,
частному сварщику достаточно освоить две из них: сварка нагретым газом, сварка
нагретым инструментом.
Сварка нагретым газом
Сварка нагретым газом наиболее универсальна, позволяет
сваривать изделия из пластмасс толщиной от 1,5 до 30 мм. Можно варить
панели, трубы, гидроизоляционные детали, покрытия для полов, фасонные детали.
Подготовка пластмасс к сварке обычно не вызывает особых
трудностей. Их можно резать ножовкой по металлу, ножовкой по дереву, отрезным
диском. При необходимости резки по сложному контуру воспользуйтесь способом,
изображенным на Рис. 10. 1.

Место реза можно дополнительно обработать на точиле.
Горелку для сварки пластмасс несложно изготовить
самостоятельно (Рис. 10. 2.). В качестве нагретого газа здесь используется
воздух.
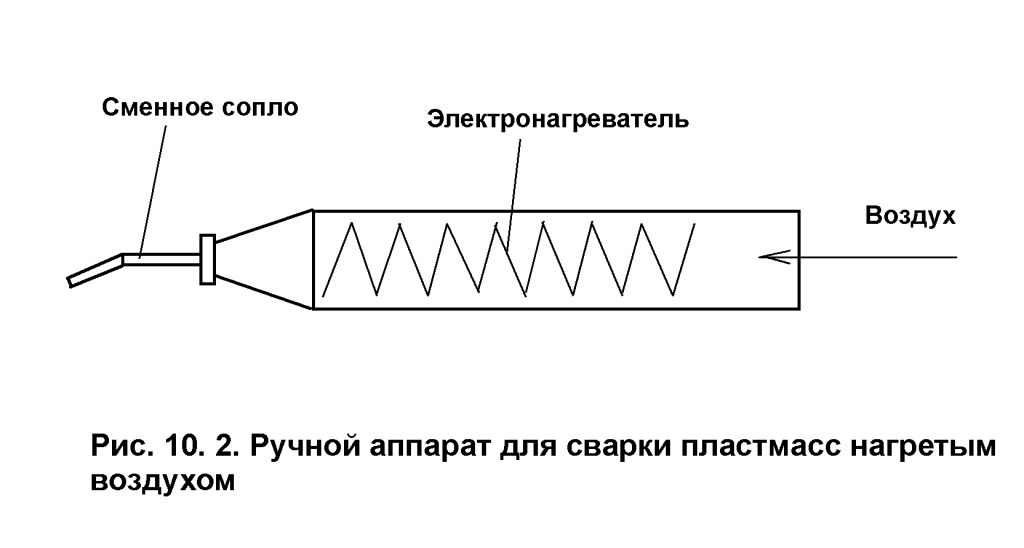
Внутренний диаметр сменного сопла равен 4 мм.
Электронагреватель должен иметь регулятор мощности с таким
расчетом, чтобы изменять мощность электронагрева в пределах 150 –
400 Вт.
Воздух подается вентилятором или пылесосом. Подача воздуха
также должна регулироваться (Рис. 10. 3.).

Температура воздуха на выходе должна быть 180 - 360°С.
Точный подбор температуры зависит от типа пластмассы. Запомните: при сварке
пластмасса должна плавиться, но не кипеть. Кипящая пластмасса приведет к браку
в сварке.
Пример сварки пластмассы по разделке приведен на Рис. 10. 4.

Присадочный пруток изготавливается путем нарезания узких
полосок из самой же свариваемой пластмассы.
Сварить пластмассу за один проход возможно только при
толщине ее не более 2 мм.
Толстая пластмасса сваривается за два и больше проходов
(слоев).
При V-образной
разделке в некоторых случаях с обратной стороны шва необходимо подложить
подкладки.
Более прочной будет V-образная разделка с подварочным швом 7 (Рис. 10. 5, б). Корень
1 следует частично механически обработать, затем наложить подварочный шов 7.
Наиболее прочной считается Х-образная разделка (Рис. 10. 5,
в). Она может применяться для толстой пластмассы, когда доступ имеется с двух
сторон.
После сварки выступающая поверхность шва шлифуется.
Таким способом можно сваривать все термопластичные
пластмассы.

Сварка нагретым инструментом
Сварка нагретым инструментом осуществляется двумя способами:
сварка без присадочного прутка и сварка с присадкой.
Сварка без присадочного материала применяется при соединении
труб.
Массовая замена
металлических труб отопления и водопровода на пластмассовые вызвала
необходимость переучивания сварщиков на новые виды сварки. По сравнению со
сваркой металлических труб, сварка пластмассовых намного проще, здесь не
требуется высокой квалификации.
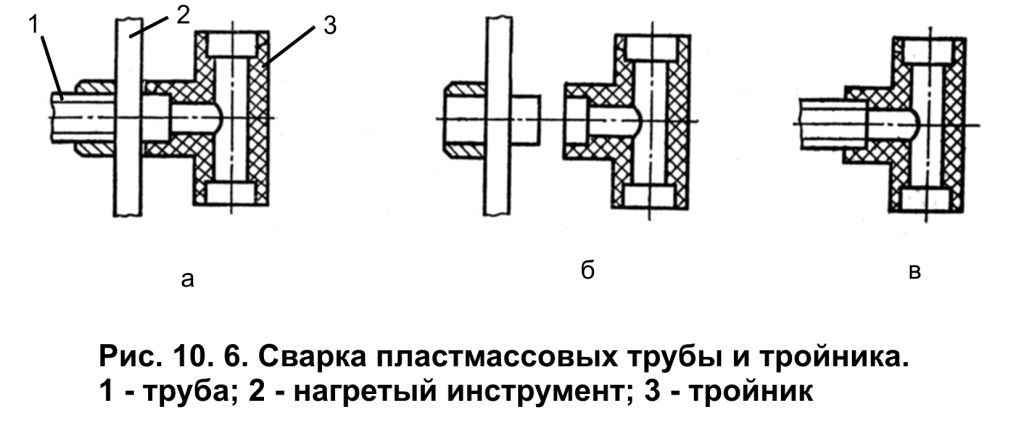
Последовательность сварки изображена на Рис. 10. 6.
Рис. 10. 6, а – инструмент вставляется между тройником
и трубой. Включается нагрев. У тройника разогревается внутренняя часть, у
трубы - наружная.
Рис. 10. 6, б – нагретый инструмент удаляется.
Рис. 10. 6, в - в тройник вставляется труба, затем
расплавленные части трубы и тройника соединяются между собой.
Таким способом свариваются изделия из твердого и мягкого
полиэтилена, полипропилена.

Сварка нагретым инструментом с присадочным материалом чаще
всего применяется при соединении мелких деталей, а также при ремонте пластмассовых
изделий.
Проще всего такую сварку выполнять электрическим паяльником.
Паяльник должен иметь регулятор нагрева. Перед сваркой очистите жало паяльника
от остатков оловянного припоя.


Аппарат для сварки пластиковых труб FoxPlastic 1800 предназначен для ручной сварки в раструб пластиковых труб и фитингов с наружным диаметром от 20 до 63 мм по принципу муфтовых соединений. Имеет плавную регулировку температуры от 0 до 300°c.